



 扫一扫
扫一扫
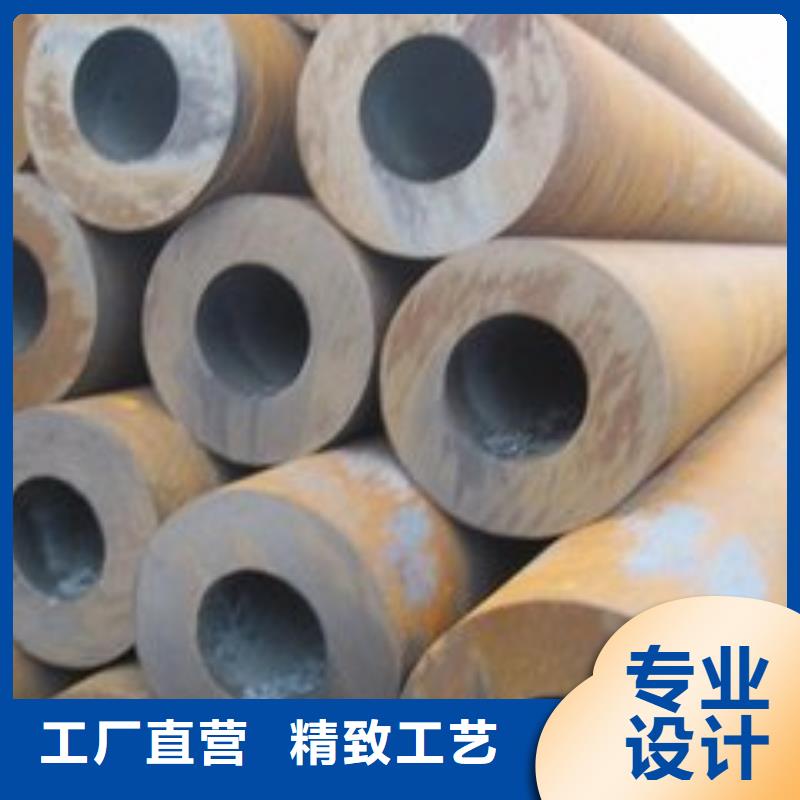
无缝钢管无缝管产品细节参数")
无缝钢管生产过程简介
1钢管由上游辊道进入矫直机入口辊道。
2当钢管头部被入口辊道中间位置传感元件感应到时,辊道减速。
3当钢管头部被入口辊道末端位置传感元件感应到时,入口辊道第一段下落,入口快开缸闭合延时开始计时。
4管头进入入口矫直辊中间位置时,入口快开缸闭合,钢管被咬入,同时入口第二段辊道下落。
5通过快开缸延时的设定,管头进入中间辊和出口辊中间位置时,中间辊、出口辊快开缸相继闭合,钢管进入矫直过程。
6当管尾离开入口辊道中间位置传感元件时,入口辊道第一段上升。
7当管尾离开入口辊道末端位置传感元件时,入口辊道第二段上升,同时通过快开缸延时的设定,管尾到达入口辊、中间辊和出口辊中间位置时,入口辊、中间辊、出口辊快开缸相继打开。
8出口辊道上升,钢管被运送到出口辊道末端挡板处。
9出口辊道下降,通道侧门打开,钢管靠重力滚到L型接料勾上。
10接料勾下落,钢管滚到吹灰台架上,对钢管内表面氧化铁皮进行吹扫。
无缝钢管无缝管产品细节参数")
无缝钢管无缝管产品细节参数")
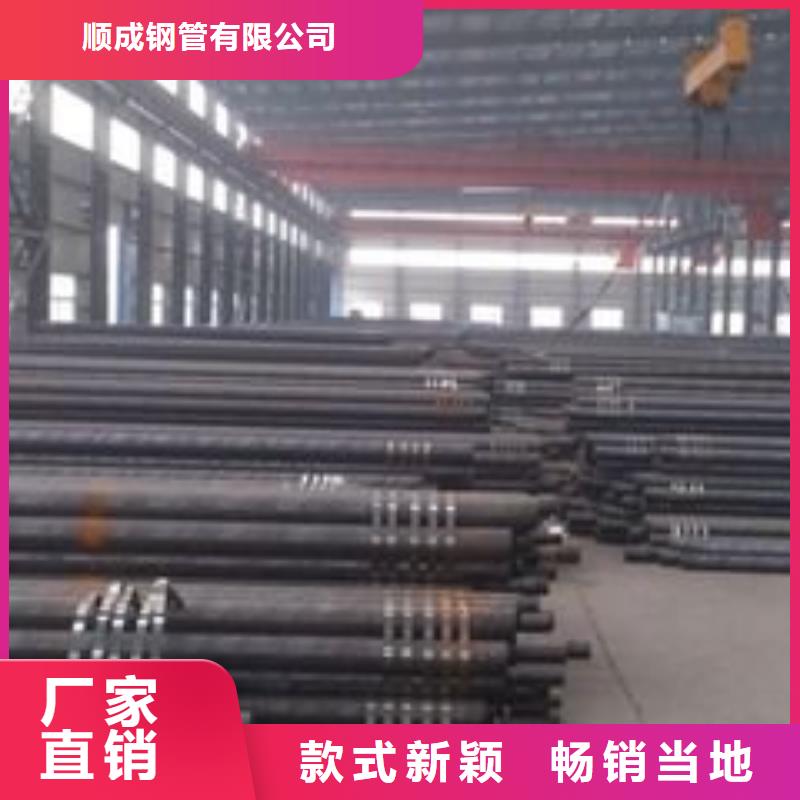
顺成钢管有限公司以先进的生产设备,齐全的检测手段,雄厚的技术力量,科学的管理方法,生产高质量的 西安锅炉管产品。生产的各种系列 西安锅炉管产品通过国家有关检测机构的检测。
公司由一批在 西安锅炉管行业从业十几年的工程师、技术人员、生产员工、质量检测的技术队伍组成,并有一支高素质、富含经验的行业管理和销售团队。
无缝钢管无缝管产品细节参数")
无缝钢管无缝管产品细节参数")
钢管交货的保证条件
按现行标准的规定项目进行检验并保证符合标准的规定,称做保证条件。保证条件又分为:
A、基本保证条件(又称必保条件)。无论客户是否在合同中注明。均需按标准规定进行该项检验,并保证检验结果符合标准规定。
如化学成分、力学性能、尺寸偏差、表面质量以及探伤、水压实验或压扁或扩口等工艺性能实验,均属必保条件。
B、协议保证条件:标准中除基本保证条件外,尚有"根据需方要求,经供需双方协商,并在合同中注?quot;或"当需方要求……时,应在合同中注明";还有的客户,对标准中基本保证条件提出加严要求(如成分、力学性能、尺寸偏差等)或增检验项目(如钢管椭圆度、壁厚不均等)。上述条款及要求,在订货时,由供需双方协商,签署供货技术协议并在合同中注明。因此,这些条件又称为协议保证条件。有协议保证条件的产品,一般均要加价的
无缝钢管无缝管产品细节参数")
无缝钢管无缝管产品细节参数")
无缝钢管无缝管产品细节参数")
加热至稳定奥氏体区域保持适当时间后在再结晶温度以上进行形变并淬火的复台处理工艺。穿孔机值得注意的是45钢形变奥氏体晶界和高温淬火奥氏体品界的化学成分存在明显差别在高温淬火的原始奥氏体晶界上有S、Si元素的富集形变淬火后其杂质元素比较均匀地分布在奥氏体中。故可认为晶界的净化是高温形变热能获得强韧化重要原因之一
热轧无缝钢管用的坯料有圆形,方形或多边形的锭,轧坯或连铸管坯,管坯质量对管材质量有直接的影响.热轧无缝钢管有三个基本工序:
①在穿孔机上将锭或坯穿成空心厚壁毛管;
②在延伸机上将毛管轧薄,延伸成为接近成品壁厚的荒管;
③在精轧机上轧制成所要求的成品管.轧管机组系列以生产钢管的最大外径来表示.
挤压无缝钢管生产与其他热轧法相比具有以下优点:
加工工序少,在产量相同的情况下可节省投资。
由于挤压金属处于三向压应力状态,因此可以生产很难或不可轧制、锻造的材料,如镍基合金。
由于挤压时金属变形量大(挤压比大),同时在很短时间内完成完全变形,使产品的组织均匀,性能好。
内外表面缺陷少,几何尺寸精度较高。
组织生产灵活,适合小批量、多品种生产。
可以生产复杂断面的管材及双金属复合管材。
缺点为:
1)对润滑剂和加热要求高,从而使生产成本增加。
2)以及工具寿命低、消耗量大,且价格昂贵。
3)成材率偏低,使产品竞争力下降。
无缝钢管无缝管产品细节参数")
无缝钢管无缝管产品细节参数")
标准:
ASTM A192-----美国材料与试验协会标准
ASME SA192---美国机械工程师协会标准
用途:
适用于高压用最小壁厚的无缝碳素钢锅炉及过热器用钢管。
钢管牌号:A192
机械性能:
| 标准 | 牌号 | 抗拉强度(MPa) | 屈服强度(MPa) | 伸长率( % ) | 硬度 |
| ASTM A192 ASMESA192 | A192 | ≥325 | ≥180 | ≥35 | ≤77HRB |
无缝钢管无缝管产品细节参数")
无缝钢管无缝管产品细节参数")
无缝钢管无缝管产品细节参数")
技术支持:cdlgp.com